Den kontinuerlige skrueekstruderen har høy grad av fleksibilitet og automatisering. Bruk av ekstruderingsbehandling under polymerbehandling kan effektivt redusere prosesseringskostnadene, forbedre produksjonseffektiviteten og redusere avfallsutslipp.
Selv om eksisterende ekstrudere kan takle dagens smelting og blanding av materialer i skruen, med økende grad av industrialisering, kan deres lave produksjonseffektivitet ikke lenger møte behovene til fremtidig industri. For ytterligere å forbedre prosesseringseffektiviteten til polymerer, er utformingen av storskala ekstrudere presserende.
Men hvis du designer utstyr i stor skala, vil du møte problemer som ressurssløsing på grunn av utilstrekkelig designerfaring. Derfor har den oppskalerte teoretiske forskningen på skruekstruderingsutstyr blitt spesielt viktig.
Likhetsforsterkningsteori er en dimensjonsløs tallgruppe som representerer parametere knyttet til et bestemt fenomen i systemet. Når fenomenene i to systemer er like, er det også en viss likhet mellom de aktuelle parameterne. Denne likheten kan danne en dimensjonsløs tallgruppe, det vil si at likhetskriteriet er en konstant verdi. Med utgangspunkt i likhetsteoremet kan å anvende de empiriske konklusjonene som trekkes i småskala utstyr til storskala produksjonsutstyr sikre at de dimensjonsløse gruppene produsert i småskala og storskala utstyr er like, og dermed holde de dimensjonsløse løsningsformene til ulike likninger konsistente. Endre. For skruestrukturdesign av store dobbeltskrueekstrudere, kan den lignende forsterkningsteorien til ekstrudere brukes. Denne teorien kan starte fra perspektivet til geometrisk likhet og gi en plattform for design gjennom studiet av parametrisk modellering. Bruk av denne designmetoden kan unngå gjentatt modellering, spare designtid og dermed forbedre produksjonseffektiviteten og produksjonskvaliteten.
De siste årene har forskning på strukturen til små ekstrudere vært mye diskutert, men forskning på store ekstrudere er fortsatt i det utforskende stadiet. Gjennom dyptgående forskning på de geometriske parametrene og ytelsesindeksforsterkningen til den eksperimentelle modellen, kan den gi et teoretisk grunnlag for utvikling av storskala skrueekstrudere, og dermed forbedre designkvaliteten og suksessraten. Denne artikkelen tar sikte på å introdusere det nåværende arbeidet og fremgangen på dette feltet fra den lignende forsterkningsteorien som gjelder for dobbeltskrueekstrudere.
Twin-screw ekstruder lignende forsterkningsteori
Ekstrudere med to skruer har bedre blandeytelse enn enkeltskrue ekstrudere. Etter vitenskapelig forskning på lignende forsterkningsteorier for enkeltskrue ekstrudere, utvidet de det til dobbeltskrue ekstrudere. Som vist i figur 2, under forutsetningen om å holde helixvinkelen (φ) uendret, foldes tvillingskruen ut for å oppnå diameterforholdet mellom tvillingskruen og enkeltskruen, som vist i ligning (1). Ved å ignorere påvirkningen av inngrepsområdet (ψ inngrepsvinkel er ca. 0), blir gjennomførbarheten av tvillingskruetilnærmingen til en enkelt skrue ytterligere illustrert.
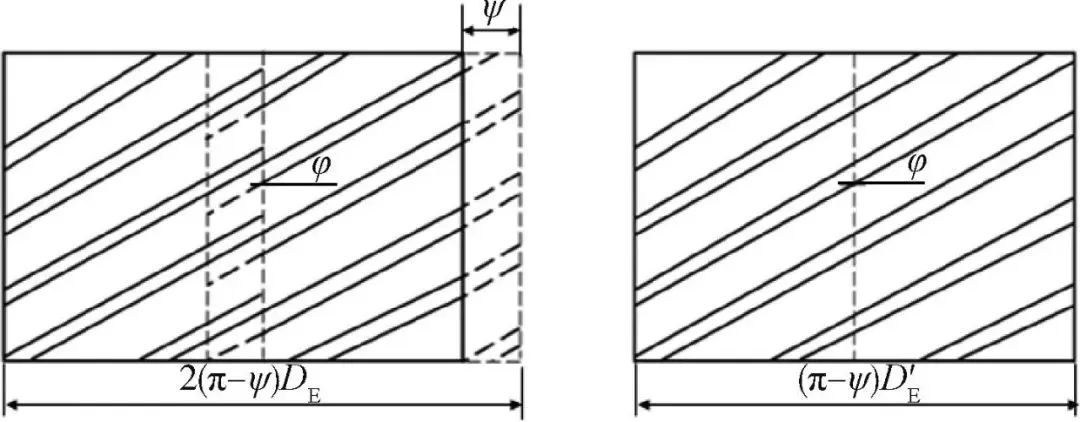
Figur 2 Lignende diagram av dobbeltskrue omtrent ekvivalent enkeltskrue strømningskanal
Blanding av ytelse og sikkerhetsstudier av dobbeltskrueekstrudere er viktige faktorer for vellykket ekstruderdesign. Det er nødvendig å bestemme amplifikasjonskriteriene for nøkkelparametere og studere de forsterkede effektene basert på numeriske beregninger. I en dobbeltskrueekstruder har materialet en delvis fylt seksjon og en helt fylt seksjon. Lignende forsterkningsteorier som gjelder for enkeltskrueekstrudere er anvendelige for dobbeltskrueekstrudere med fullt fylte seksjoner. Etter hvert som etterspørselen etter distribuerte blandeekstrudere og devolatilization twin-scree-ekstrudere økte, begynte imidlertid lignende oppskaleringsteorier å dukke opp for ikke-maskende dobbeltskrue-ekstrudere som delvis fylte kanalområdet. Siden fyllingsgraden til dobbeltskrueekstruderen er en viktig indikator på skruetransportkapasiteten, kan dobbeltskrueforsterkningskriteriet deles videre i henhold til de forskjellige fyllingsgradene til dobbeltskrueekstruderens strømningskanaler.
01 Lignende forsterkningsteori for komplett flytkanalfylling
Strømningskanalen er helt full betyr at materialet er helt fylt i strømningskanalen uten hull. Forskerne fant at lengden på den fullstendig fylte delen av ekstruderen har en betydelig innvirkning på oppholdstiden og strømforbruket til den ekstruderte materialsmelten i ekstruderen. Når strømningskanalen er helt fylt, er materialegenskapene mer stabile enn når skruen ikke er helt fylt. Først når skruen er helt fylt kan konsistensen, kvaliteten og ytelsen til ekstruderte produkter garanteres. Derfor antar nåværende forskeres diskusjoner om den lignende teorien om dobbeltskrueekstrudere i utgangspunktet at strømningskanalen er fullstendig fylt.
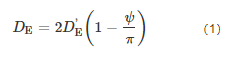
Li Ao foretok en omfattende sammenligning av lignende forsterkningsmetoder for å fullstendig fylle strømningskanalen, og foreslo å bruke forsterkningsmetoden på en enkeltskrue ekstruder til en dobbeltskrue ekstruder, og la et teoretisk grunnlag for transformasjon av dobbeltskrue store maskiner . Berzin et al. mener at varmeoverføringskoeffisienten i en fullfylt ekstruder er svært kritisk. Når forholdet mellom overflate og volum avtar med diameteren, vil varmeoverføringshastigheten til ekstruderen også avta. Derfor blir skruen ofte definert som adiabatisk i simuleringsberegningsprosessen. tilstand, ved å bruke smeltetemperatur som et av evalueringskriteriene. Siden ekstruderingsprosessen er begrenset av varmeoverføring, er den nødvendige smeltetemperaturen i smelteleveringsseksjonen ikke lett å oppnå. Derfor kan det være nødvendig med ytterligere eksperimenter og modellering ved bruk av varmeoverføringsforsterkning. Matic' utførte en eksperimentell sammenligning av varmeoverføringsliknende forsterkning og energilignende forsterkningsmetoder og fant at smeltetemperaturen i det delvis fylte området var lavere og oppholdstiden før og etter forsterkning i det fullt fylte området var lik, noe som indikerte at disse to amplifikasjonsmetoder er mer egnet for fullstendig fylte strømmer. I tunnelen er blandeytelsen inne i ekstruderen bedre på dette tidspunktet. Som vist i figur 3 ble oppholdstiden og smeltetemperaturfordelingen under ulike prosesser utforsket, og det ble funnet at oppholdstiden og smeltetemperaturen i den fullstendig fylte strømningskanalen hadde samme endringstrend, og den forsterkede smeltetemperaturen og oppholdstiden. ble bredere, noe som indikerer at kvaliteten på produktet produsert etter forsterkning er lik kvaliteten på referansemodellen, som løser problemet med nedbrytning av det forsterkede produktet. Nakatani mente at den adiabatiske indeksen og den ikke-newtonske indeksen bestemmer ekstruderforholdene og polymeregenskapene. Han foreslo en termisk balanse lignende forsterkning ved å bruke utgangsforsterkningsindeksen som hovedvariabel, og verifiserte gjennomførbarheten av denne metoden gjennom konsistente smeltetemperaturer.
Figur 3 Sammenligning mellom smeltetemperatur og lokal oppholdstid før og etter ekstruder-oppskalering
Dobbeltskrueekstruderen har god blandefunksjon, og blandingseffekten til materialene i dobbeltskrueekstruderen bør tas hensyn til etter forsterkning. Qu Wenbin brukte blandingslikhetsforsterkningsmetoden for å forstørre utformingen av skrueelementene i blandeseksjonen til ekstruderen. Han analyserte blandingsytelsen til forskjellige skruekonfigurasjoner i den fullstendig fylte strømningskanalen og beviste at forsterkningen av skrueekstruderen er basert på den geometriske likheten til skruestrukturen. Seksuell oppførsel. Chen foreslo at ekstrudatkvaliteten bestemmes av parametere som geometriske parametere, spesifikk energi, oppholdstidsfordeling, temperatur og trykk, og disse parameterne bestemmer blandingsfordelingen under ekstruderingsprosessen. Juan utviklet og testet gjennomførbarheten av lignende geometriske forholdsforsterkningsregler ved bruk av dobbeltskrueekstrudere med forskjellige diametre. Han fant at grunnleggende prosessparametere, materialstrømningshastighet og skruhastighet har svært liten innvirkning på materialegenskaper, mens skruekonfigurasjon har større innvirkning. Ovennevnte forskning viser at på grunnlag av å bestemme skruekonfigurasjonen, kan geometrisk likhetsforsterkning produsere utgang og oppfylle kravene til konstant blanding, men den har forskjellige temperaturendringer. Derfor kan den omfattende bruken av flere lignende amplifikasjonsmetoder bedre løse problemet.
Forutsetningen for den omfattende bruken av flere lignende forsterkningsmetoder er å bestemme den geometriske likheten til skruekonfigurasjonen og tønnekombinasjonen. Deretter, basert på formålet med å forsterke utgangen i tvillingskrueindustrien, utføres tilsvarende volumforsterkning, og til slutt beregnes skruhastigheten til den lille maskinen omvendt for å bestemme den store maskinen. Skruehastighet, strømningsfeltsimulering brukes til å bedømme sikkerheten til forsterkning og blandingsytelse. Dong Zhonghua utledet en forsterkningsteori som kombinerer flere forsterkningsmetoder ved å balansere blandings- og temperaturfeltene mellom materialer, nemlig omfattende termisk balanse og blanding av lignende forsterkning, og brukte den i ZSK-seriens blandere. Yue Jinfeng et al. brukte geometri⁃volum⁃skjærhastighetsliknende forsterkningsmetode for å utføre forsterkningsundersøkelser på den blandede eksosmålingsdelen av stormaskinen, og utforsket sikkerheten og blandingsytelsen til den forsterkede modellen. I tillegg, basert på den lignende utvidelsen av parallelle dobbeltskrue-ekstrudere, har koniske dobbeltskrue-ekstrudere også blitt studert og diskutert i denne forbindelse. Langhorst utførte forskjellige simuleringer og lignende forsterkning av hver funksjonell del av den spesielle strukturen til den koniske motroterende dobbeltskrueekstruderen. Yin Qingzhen oppsummerte de relevante parameterne i form av dimensjonsløse konstanter, og designet og forstørret de funksjonelle delene av hver del av den koniske dobbeltskrueekstruderen, noe som ga betingelser for stabil drift av den forstørrede ekstruderen. Chen Simeng brukte mikroelementmetoden for å diskretisere den koniske dobbeltskrueekstruderen for energiske materialer, etablerte tilsvarende forsterkningsteorier for forskjellige funksjonelle seksjoner og foretok korreksjoner. Oppsummert kan den konvensjonelle lignende amplifikasjonsmetoden forsterke spesifikke parametere for uavhengige funksjonelle seksjoner, men det er fortsatt mangler i den totale forsterkningen av skrueekstruderen. Den optimaliserte lignende amplifikasjonsmetoden kan brukes for å kombinere egenskapene til forskjellige funksjonelle seksjoner. Faktisk produksjon. Samtidig er det en viktig verifikasjonsmetode å bruke ortogonal eksperimentell design for å balansere og evaluere forskjellige parametere i løpet av korreksjonsprosessen for å verifisere gjennomførbarheten av lignende forsterkning og optimalisere parameternivået til forsterkningsmodellen.
02 Likhetsforsterkningsteori for delstrømskanalfylling
Ved faktisk skrueekstruderbehandling kan materialet bare fylle en del av strømningskanalen, men kan ikke fylle hele strømningskanalen helt. Kompleksiteten til fyllingsprosessen for delstrømskanaler er langt større enn enfasestrømmen når strømningskanalen er helt fylt. Når strømningskanalen er delvis fylt, vil strømningshastigheten og skjærspenningen til materialsmelten øke, noe som gjør ekstruderingsprosessen mer komplisert.
Basert på egenskapene til delvis fylling i smelteleveringsseksjonen til en samroterende dobbeltskrueekstruder, diskuterte MEIJER kanaldybde, lignende forsterkning av laminær strømning og lignende forsterkning av varmeoverføring, i tilfelle av delvis fylling eller endringer i viskositet under ekstruderingsprosessen (ikke-isotermiske, ikke-newtonske forhold), er det alvorlig strømningslekkasje. Ganzeveld påpekte at lekkasjestrømningshastigheten er relatert til fyllingsgraden av kammeret i matesonen. Ved delvis fylling, når antallet fullt fylte kamre avtar, påvirkes lekkasjestrømningshastigheten, og produksjonsforsterkningsindeksen vil avta. Fukuda et al. utført motstandsstrømtester på proporsjonalt forstørrede transportelementer og elteblokker, og foreslo en lignende forsterkning av prosentvis motstandsstrøm for å forsterke strømningshastigheten ved å holde den prosentvise motstandsstrømmen til det spesifiserte elementet konstant.
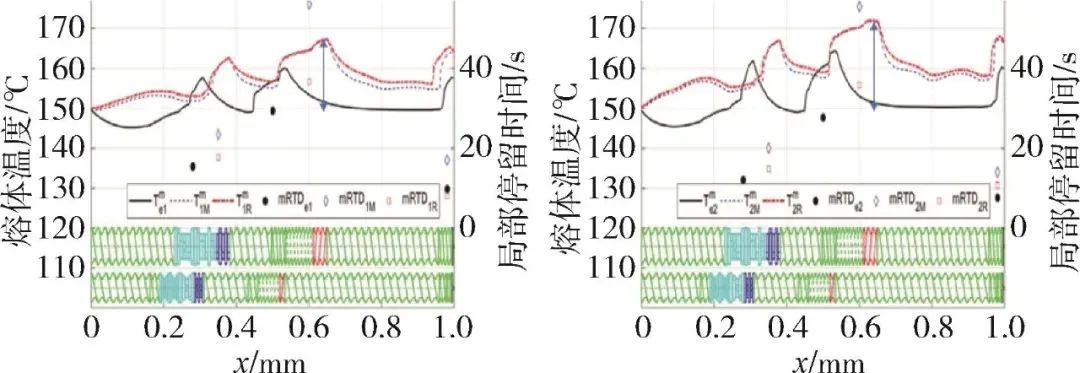
Siden en rekke lignende oppskaleringsmetoder for fullstendig fylling av skrueekstrudere har blitt foreslått, har mange forskere begynt å studere om disse metodene er anvendelige i delvis fylte strømningskanaler. Bigio et al. tror at hvis den delvise fyllingsgraden og blandingshastigheten til dobbeltskrueekstruderen forblir konstant, vil lignende oppskaleringsmetoder som gjelder for fullstendig fylling være like effektive for delvis fylte kanaler. I en lignende oppskalering foreslått under forutsetningen om fullstendig fylling, har skruegeometrien en betydelig innflytelse på blandingen og flyten som utvikles i dobbeltskrueekstruderen. Dryer et al. foreslått volumlikhetsforsterkningsteorien når skruen stort sett er fylt. Volumlikhetsforsterkningen tar kun hensyn til det frie volumet av hele skruens lengde og opprettholder samme fylde. Ved å bruke volumstrømhastigheten som en enkelt variabel, er amplifikasjonsparameterindeksen den samme som under fullstendig fylling. Den blandede likhetsforsterkningsmetoden er lik. Haser beviste at forsterkning av ekstruderingsprosessen til forskjellige geometrier kan oppnås basert på volumlikhetsforsterkning, og trendene for forsterkningsparametere er konsistente. Det kan konkluderes med at de anvendelige amplifikasjonsmetodene for delvis fylling av strømningskanalene til dobbeltskrueekstrudere for det meste er avledet fra fullstendig fylling av strømningskanalene. Tabell 2 viser lignende amplifikasjonsmetoder som vanligvis brukes for dobbeltskrueekstrudere.
Tabell 2 Kjennetegn ved vanlig brukte lignende forsterkningsmetoder for tvillingskruer
søknad
På teoretisk grunnlag har et stort antall forskere anvendt likhetsforsterkningsteorien i faktisk produksjon. Den første forskningen ble brukt til å sammenligne forskjellige lignende amplifikasjonsmetoder. Chung utførte eksperimentelle verifikasjoner på samme type enkeltskrue ekstruder for universell likhetsforsterkning, varmeoverføring lignende forsterkning og geometrisk likhetsforsterkning, og fant at etter geometrisk likhet har den oppskalerte modellen utgang. Wang Jianping brukte metoden "ekvivalent diameter" for å analysere tre lignende forsterkningsmetoder for smeltetransportseksjonen i den samroterende dobbeltskrueekstruderen, og brukte de tekniske dataene til store dobbeltskruer for å oppnå resultater som er mer konsistente med faktisk situasjon.
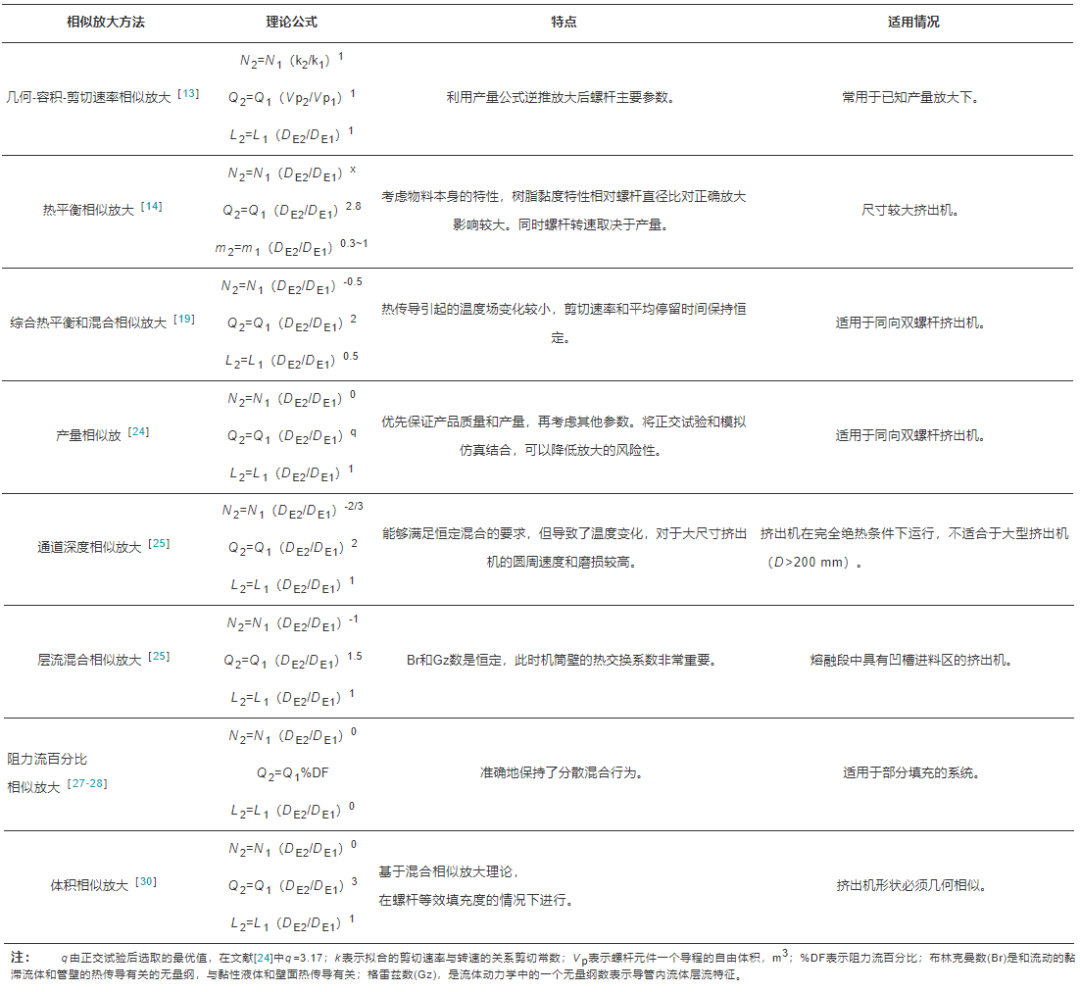
Figur 4(a)~(c) viser sammenligningen av utgang, effekt og hastighet med eksperimentelle data under forskjellige forsterkningsmetoder. Det er funnet at datatrenden til Maddocks lignende amplifikasjonsmetode er nærmere de eksperimentelle dataene. På grunnlag av mange eksisterende metoder utviklet Nastaj-teamet et nytt ekstruderingsdatamaskinoptimaliseringssystem for å optimalisere prosessen basert på en global skrueekstruderingsmodell for å maksimere ekstruderingseffekten og minimere spesifikt energiforbruk. , Figur 4(d) er kurven for material- og prosessdata oppnådd ved å simulere hele ekstruderseksjonen. Fyllingsgraden er lav i den faste transportseksjonen, og når en helt fylt tilstand etter at det faste laget forsvinner. På dette tidspunktet oppstår tydelige svingninger i trykk og temperatur. Ved å ta polyvinylklorid som et eksempel, bekreftet Menge lignende forsterkning ved konstant smeltetemperatur og konstant skjærhastighet i en motroterende dobbeltskrueekstruder. Richter oppnådde partikkelstørrelsesfordelingen til partikler ved forskjellige fyllingsnivåer gjennom en lignende amplifikasjonsmetode. Å bruke partikkelsporing for å bekrefte sikker blanding i strømningskanalen er for tiden en effektiv og intuitiv metode.
Figur 4(a)~(c) viser sammenligningen av utgang, effekt og hastighet med eksperimentelle data under forskjellige forsterkningsmetoder. Det er funnet at datatrenden til Maddocks lignende amplifikasjonsmetode er nærmere de eksperimentelle dataene. På grunnlag av mange eksisterende metoder utviklet Nastaj-teamet et nytt ekstruderingsdatamaskinoptimaliseringssystem for å optimalisere prosessen basert på en global skrueekstruderingsmodell for å maksimere ekstruderingseffekten og minimere spesifikt energiforbruk. , Figur 4(d) er kurven for material- og prosessdata oppnådd ved å simulere hele ekstruderseksjonen. Fyllingsgraden er lav i den faste transportseksjonen, og når en helt fylt tilstand etter at det faste laget forsvinner. På dette tidspunktet oppstår tydelige svingninger i trykk og temperatur. Ved å ta polyvinylklorid som et eksempel, bekreftet Menge lignende forsterkning ved konstant smeltetemperatur og konstant skjærhastighet i en motroterende dobbeltskrueekstruder. Richter oppnådde partikkelstørrelsesfordelingen til partikler ved forskjellige fyllingsnivåer gjennom en lignende amplifikasjonsmetode. Å bruke partikkelsporing for å bekrefte sikker blanding i strømningskanalen er for tiden en effektiv og intuitiv metode.
Basert på tilsvarende oppskalering av skrueekstrudere, har oppskaleringsapplikasjoner for lignende strukturelt utstyr gradvis dukket opp. Utstyr som slipeskiveekstrudere, interne blandere, dobbeltskrueraffinører og kontinuerlige blandere med to rotorer har også begynt å konstruere lignende oppskaleringsapplikasjoner. metode. He Xiaoling konstruerte en modell av skiveskrueekstruderen basert på blandingslikhetsforsterkning, og optimaliserte samtidig parametrene ved hjelp av ortogonale eksperimenter og numeriske simuleringer. Chen Kejuan et al. brukte likhetskriteriene for geometrisk likhet og konstant maksimal skjærspenning i skrueprosesseringsteknologien for å designe en intern blandemodell. Hu Dongkui sammenlignet funksjonene og strukturene til dobbeltskrue-ekstrudere og tvilling-skrue-raffinører, og fant ut at dobbeltskrue-raffinører og dobbeltskrue-ekstrudere er mest like totalt sett, og kan verifiseres gjennom eksperimenter, og dermed gi en bedre forståelse av tvilling-. skrueekstrudere. Utformingen av maskinen er av stor betydning. Gong Shuyun brukte energiekvivalens som kriterium for å måle blandeeffekten, og foreslo prosessen og den teoretiske modellen for lignende forsterkningsdesign av blandeseksjonen til den kontinuerlige mikseren med to rotorer. Forskningsideen om lignende amplifikasjonsmetode får mer og mer oppmerksomhet i bransjen.
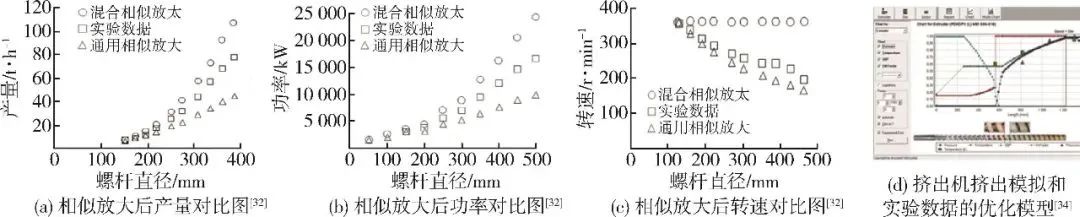
Figur 4 Komparativ analyse av lignende amplifikasjonsteori i faktisk produksjon
Konklusjon
Lignende oppskaleringsdesign og bruk av skrueekstrudere kan bidra til å optimalisere skruestrukturen, hastigheten og andre parametere til ekstruderen og forbedre ytelsen til ekstruderen. Men ved å oppsummere tilsvarende oppskaleringskriterier for skrueekstrudere i inn- og utland de siste årene, kan man finne at uansett hvilken metode som benyttes, er oppskaleringsforsøk basert på å sikre sikkerhet og blanding av skrueekstrudering.
Imidlertid involverer skrueekstrudere problemer som energiforbruk, lekkasje, blandingsytelse og sikkerhet. De eksisterende lignende amplifikasjonsmetodene kan ikke maksimere fordelene. Derfor er optimering av likhetsstandarder og forsterkningsfaktorer svært viktig. Fremtidig forskning bør videre utforske anvendelsespotensialet til likhetsforsterkningsteori i optimalisering av ekstruderstruktur og prosessparametere, og utvikle tilsvarende praktiske verktøy og metoder for å gi mer komplette løsninger for mer nøyaktig støping, design og påføring av store ekstrudere. teoretisk støtte.

